| 13803269815 |
| 13803269815 |

地址:保定市徐水区遂城镇大次良村西333省道路北
电话:13803269815 / 13832222573
联系人:王克利
邮箱:xingdaceo@163.com
网址:http://www.bdxygj.com
一、工装设计制造
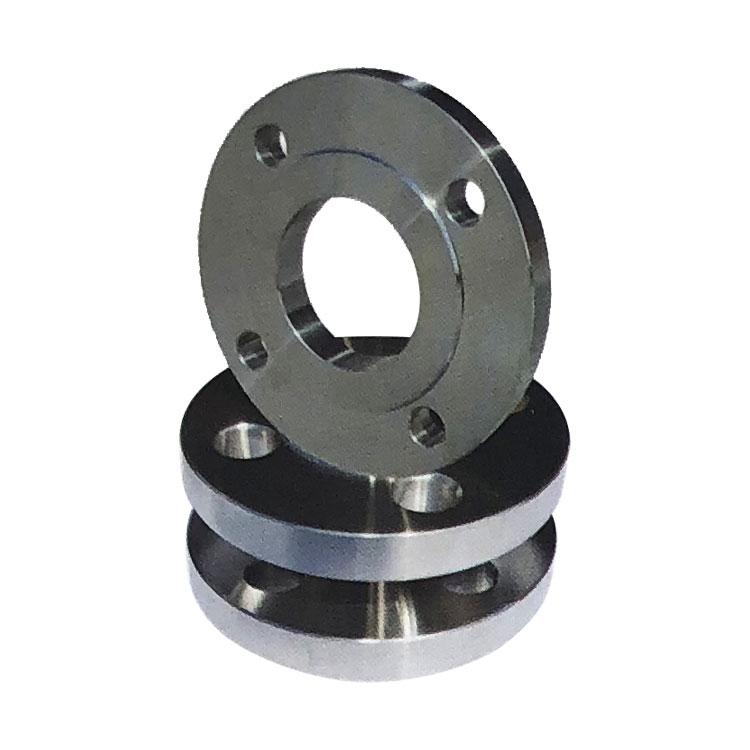
不锈钢法兰由2块互成900的装夹底板,2块法兰托板和2块立板及4块加强筋板组焊而成。不锈钢法兰厂家为保证工装的刚度,相连板块焊缝应开坡口焊透,焊角高20—30mm。在法兰托板上钻有相应的螺栓孔,保证法兰能与法兰托板用螺栓准确连接。
小端法兰背面与托板之间,留有能放入小型手动千斤顶的空隙,同时按顺着立板方向在法兰托板上开出缺口,以便将弯头装入工装之中,采用较厚钢板制成近似槽型结构的工装,能够满足切削时对刚性的需求。
二、工装性能要求
不锈钢法兰的2个法兰面是相互垂直的,而立式车床的工作台是水平回转的,所以该工装的主要功能是利用,大端法兰上的螺栓孔,把工装与法兰连接在一起。工装装夹在工作台上时,应保证被加工的法兰平面,与立式车床工作台同心并平行,为减少工装数量,该工装应能变换装夹位置,保证在1个工装上能加工弯头2端大小法兰。

同时该工装必须具备足够的刚度,否则将严重影响法兰密封环槽的加工质量,所以在满足使用情况下,应尽量降低工装的高度,这样能提高刚度便于操作。该工装与大型法兰固定后回转,半径不应超过立车的工作半径,并能方便装夹易于调整,方便进刀切削。
三、工装刚度校验
槽型结构悬臂梁受力模型车削时,受力发生弯曲和扭转,应校验其挠度和转角。通过以上校核,挠度7.27×lO-7m和转角8.969×10-5都是极小的变形,并在相关部位又增加了加强筋等,刚度远超计算数值,刚度完全能满足切削力的要求,该工装与弯头法兰组合后回转直径为2.42 m<3.50 m(双柱立车回转直径),所以此工装理论上可行。
四、车削加工
加工不锈钢法兰时,将底板向下调整装夹于立车工作台上,弯头法兰装人工装之中,大端法兰用螺栓与托板固定,保证法兰加工面与立车工作台同心且平行才能进行切削。加工小端法兰时将工装底板向下,装夹于立车工作台上,用6个手动小型千斤顶,将小端法兰背面和小托板之间顶紧后,用螺栓将小端法兰与小托板固定,才能对小法兰进行切削,在切削找正装夹时应保证大小法兰的垂直度。
保定鑫钰管件有限公司
13803269815 / 13832222573