| 13803269815 |
| 13803269815 |

地址:保定市徐水区遂城镇大次良村西333省道路北
电话:13803269815 / 13832222573
联系人:王克利
邮箱:xingdaceo@163.com
网址:http://www.bdxygj.com
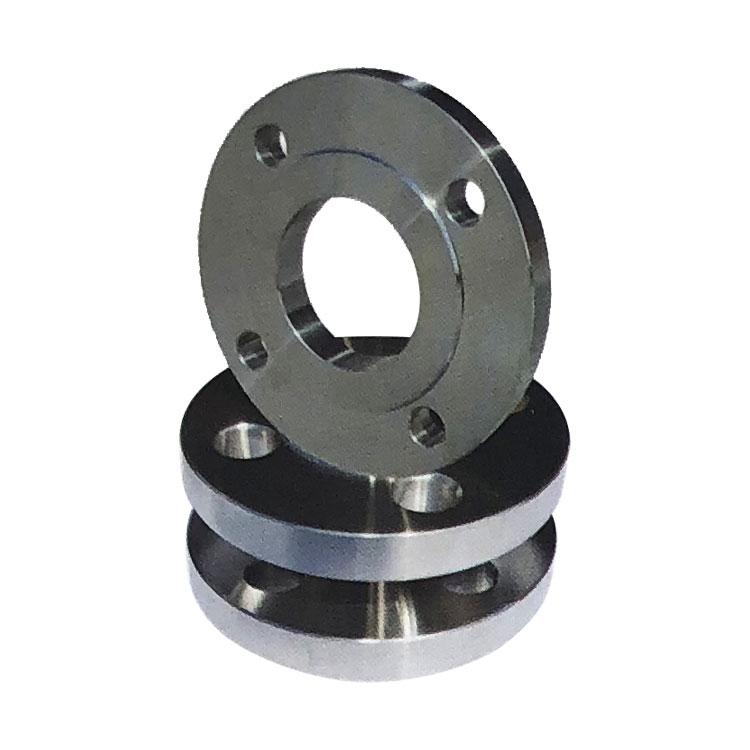
不锈钢法兰盘广泛应用于石油、水和天然气管道,大多处于一定的压力下。这种薄波纹管一般是焊接的,因为它太薄,约0.2 毫米,很难焊接。不锈钢法兰盘的焊接方法包括焊接、钎焊等。弧焊过程是指电弧不能直接指向波纹管,而是在波纹管上进行电弧热熔焊接。
焊接前的准备:清除不锈钢波纹法兰上的油污和其他污物。假定焊接裂纹和泄漏,应清除原有的焊接疤痕,凸缘管直管应抛光金属光泽,波纹管直管太薄而不能研磨、研磨和清洁,亮光应用手工艺砂布抛光。
焊接装配:熔合处理方案可堆放在法兰管直管堆焊层,加工为 0~0.05 毫米开敞空间或手动磨削。如果套管不合适,旋转或矫直小法兰管的外径,直到适合停止。弧在法兰管中前进是必要的。电弧是指厚厚的管道,选用电弧火焰加热波纹管,用焊丝堵塞波纹管的边缘,熔化不锈钢焊丝熔化波纹管。

焊接厚壁管,选择短焊或点焊。在焊接过程中,波纹管的熔化条件应随时询问。一般来说,一次应熔化一个或三个熔池,因此不宜一次接一次焊接。特别是在空地大的情况下,烧穿起来很简单。不锈钢法兰盘利用执行器输入0-10毫安的标准信号,电机组带动齿轮涡轮蜗杆转角力矩带动碟板旋转。
阀门处于完全开启位置时,蝶板厚度是介质流经阀体的阻力,因此通过该阀门所产生的压力降很小,故具有较好的流量控制特性。蝶阀有弹性密封和金属的密封两种密封型式。弹性密封阀门,密封圈可以镶嵌在阀体上或附在蝶板周边,采用金属密封的阀门一般比弹性密封的阀门寿命长,但很难做到完全密封。
金属密封能适应较高的工作温度,弹性密封则具有受温度限制的缺陷,如果需求法兰蝶阀作为流量控制使用,主要的是正确选择阀门的尺寸和类型。不同压力的法兰盘有不同的厚度和使用不同的螺栓。
保定鑫钰管件有限公司
13803269815 / 13832222573