| 13803269815 |
| 13803269815 |

地址:保定市徐水区遂城镇大次良村西333省道路北
电话:13803269815 / 13832222573
联系人:王克利
邮箱:xingdaceo@163.com
网址:http://www.bdxygj.com
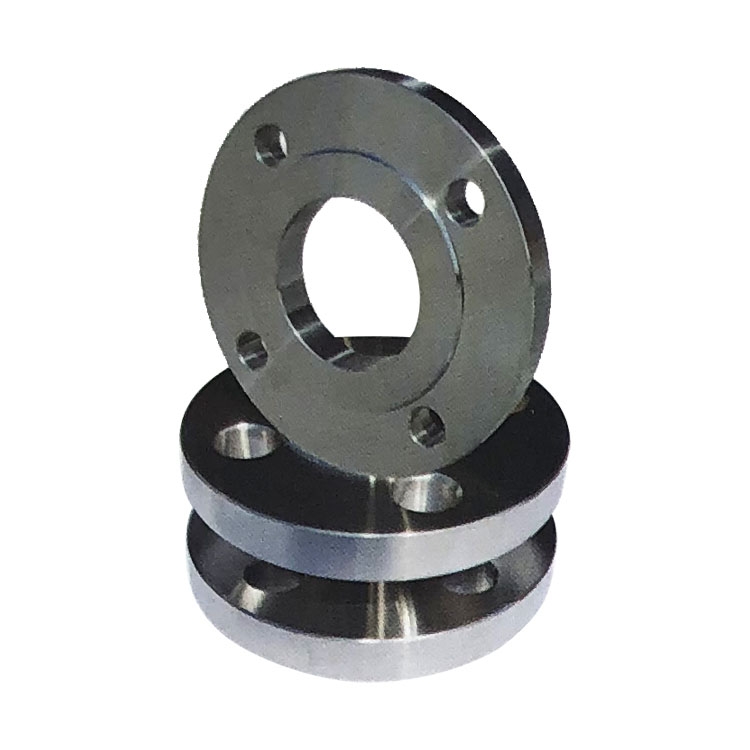
1、退火温度是否达到规定温度。不锈钢法兰盘的处理一般是采取固溶热处理,温度范围为1040~1120℃。也可以通过退火炉观察孔观察,退火区的法兰盘应为白炽状态,但没出现软化下垂。
2、炉体密封性。光亮退火炉应是封闭的,与外界空气隔绝。采用氢气作保护气的,只有一个排气口是通的,用来点燃排出的氢气。检查的方法可以用肥皂水,抹在退火炉各个接头缝隙处,看是否跑气。其中容易跑气的地方是退火炉进管子的地方和出管子的地方,这个地方的密封圈特别容易磨损,要经常检查经常换。
3、保护气压力。为了防止管件出现微漏,炉内保护气应保持一定的正压,如果是氢气保护气,一般要求20kBar以上。
4、退火气氛。一般都是采用纯氢作为退火气氛,气氛纯度是99.99%以上,如果气氛中另一部分是惰性气体的话,纯度也可以低一点,但是不能含有过多氧气、水汽。
法兰毛坯切削工艺需考虑到因素。法兰毛坯在加工时,除了要通过多道热处理工艺外,还需要用到切削加工工艺。关于法兰毛坯原料的切削并不是很简单,在切削时要考虑法兰毛坯的硬度,并且发生的切削难以折断,增加了切削的难度。
依据不锈钢弯头及各类毛坯的硬度等,来挑选切削用量。依据刀具资料,焊接质量和车刀的刃磨条件来挑选切削用量。依据零件直径,加工余量和车床精度等来挑选切削用量。
合理地挑选不锈钢弯头的切削用量的巨细,切削用量的巨细直接会影响到不锈钢弯头的出产功率和加工质量,合理地挑选法兰毛坯切削时的切削用量,才干确保出产功率和加工质量,在随后的焊接工艺中也能做好相应的衬托。

保定鑫钰管件有限公司
13803269815 / 13832222573