| 13803269815 |
| 13803269815 |

地址:保定市徐水区遂城镇大次良村西333省道路北
电话:13803269815 / 13832222573
联系人:王克利
邮箱:xingdaceo@163.com
网址:http://www.bdxygj.com
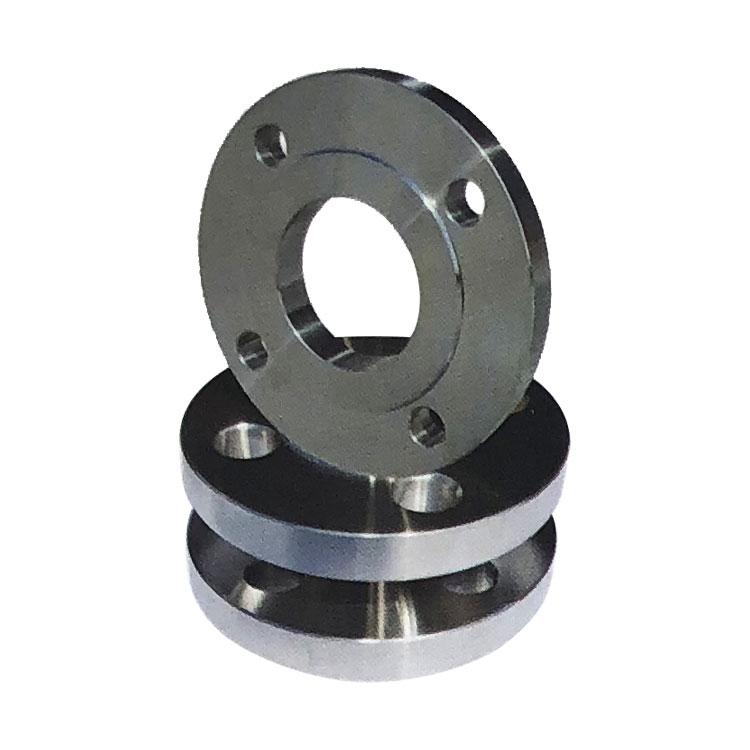
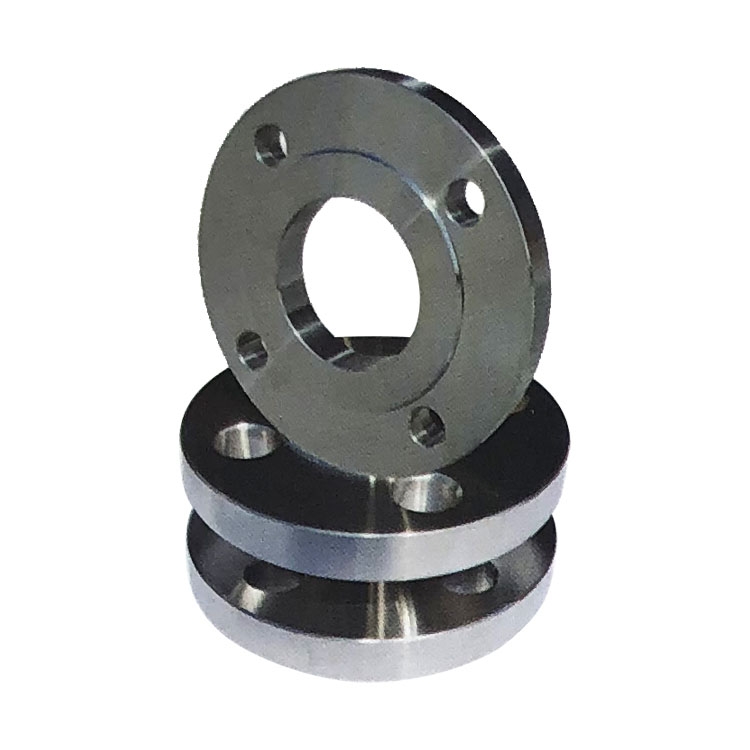
1、将焊接的不锈钢法兰盘及法兰盘上的油污等脏物收拾清洁,假如是焊接处开裂而渗漏的,应将要原焊疤收拾掉,不锈钢法兰盘表面磨出金属光泽,直管处因太薄,不能磨削、打磨收拾,应用手砂布砂亮就行。
2、焊接装配:装配缝隙为0,由于加工制作误差有时缝隙太大,焊接时熔易烧穿,处置的方式可能在不锈钢法兰管上,要重叠堆焊一层,经机加工到0~0.05mm缝隙或手艺修磨。假如套不上去,应车小或磨小法兰盘外径,直到合适为止。
3、起弧必定要在法兰盘上进行,电弧要指厚管上,应用电弧外焰加热法兰盘,并用焊丝挡住法兰盘的边缘,用融化的不锈钢焊丝来融化法兰盘;焊接时要时刻观测不锈钢法兰盘融化情形,个别一次融化1~3个熔池,不宜持续焊接,特殊在缝隙较大时十分轻易烧穿。

保定鑫钰管件有限公司
13803269815 / 13832222573